保温管道用电热熔套是根据国外成熟的生产工艺,利用我公司先进的辐射交联技术及创新的生产工艺而生产出来的新型产品。
目前国内常用的电热熔套有两种:
(1)聚乙烯板材经敷网(电阻丝)、折弯、打卷后,再通过电热熔与夹克管相连接的管件。此产品是板材经冷弯曲后形成管形状,同时在轴向上有一个热熔缝隙,由于板材应力及发泡聚氨酯的共同作用使轴向缝隙非常容易开裂。
(2)由挤出机直接挤出大口径塑料套筒,再利用电阻丝将热熔在保温管夹克层上。因此产品在钢管焊接前就必须套在钢管上,在阳光的照射下随着温度的升高,此产品会发生一定的形变,其结果是无法再拉回到焊口的位置上。
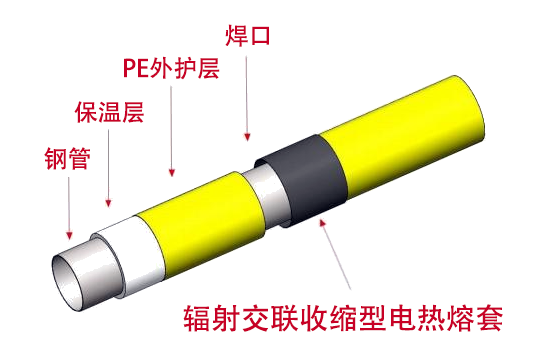
辐射交联收缩型电热熔套完美地解决上述两种产品的问题,创新的生产工艺使产品形成筒状,避免轴向热熔缝隙的存在,彻底解决了热熔套容易开裂的技术难题。同时辐射交联提高了材料耐温性能,减少电热熔套的形变。
特点
1、可根据PE外护层的熔体指数的不同,调整辐射剂量,确保电热熔套与PE外护层可以完好的融合;
2、选择优质的高密度聚乙烯(PE100级),具有较高的硬度,优异的机械强度;
3、材料经电子加速器辐射交联,其拉伸强度、抗冲击性、耐磨性及耐化学介质等性能均有很大的提高;
4、保温管道的外径不受限制, 理论上可以制作成任意直径及厚度的电热熔套。
规格表
| 钢管直径(mm) |
保温层外径(mm) |
热熔套直径(mm) |
收缩率(%) |
| 159 |
249 |
270 |
≥20 |
| 168 |
258 |
280 |
≥20 |
| 219 |
309 |
330 |
≥20 |
| 273 |
363 |
385 |
≥20 |
| 355 |
445 |
465 |
≥20 |
| 406 |
496 |
520 |
≥20 |
| 457 |
547 |
570 |
≥20 |
| 508 |
598 |
620 |
≥20 |
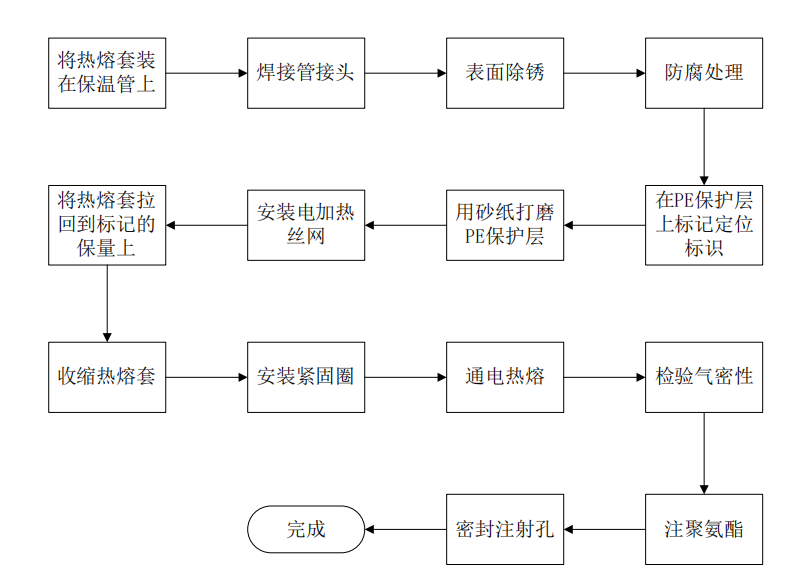
安装步骤